NP-MENDEL과 아두이노로 만들었다는 7축 로봇입니다.
원작자께서 작과정과 동영상을 올려 놓으셨는데 참으로 대단하다는 생각이 듭니다.
http://cafe.naver.com/makerfac/1433
아래는 퍼온 내용입니다.
| 사용장비 | NP-Mendel |
| 걸린시간 | 한달(여러 파트 ^^) |
| 노즐온도 밍 Bed온도 | 225,110 |
| 원료 | 검정, 노랑 |
| Fan 사용여부 | 사용 |
| 사용장비 | NP-Mendel |
| 걸린시간 | 한달(여러 파트 ^^) |
| 노즐온도 밍 Bed온도 | 225,110 |
| 원료 | 검정, 노랑 |
| Fan 사용여부 | 사용 |
제게는 꿈이 하나 있습니다.
근사한 공장에 제가 원하는 시스템을 넣고, 만들고 싶은건 뭐든지 만들어 보고싶은 것입니다.
어릴때부터 만드는 것을 너무 좋아해서 나중에 어른이 되면, 꼭 뭔가 만들면서 보람을 느끼는 일을 하고 싶었습니다.
아버지가 건축을 하셔서 직접 지으신 집인데요.
이번에는 1층을 넓게 장비를 넣을수 있는 공간으로 만들고, 2층은 사무실 두칸을 만드셨습니다.
제가 한칸만 쓰게 해달라고 부탁해서 일단 비워두셨는데요.^^ㅋ


이 공간을 제가 쓰고 싶은대로 디자인 해봤습니다.

현재 책상에 7축암을 5개 올려놓았는데요.
이번에 만들게 된 7축암입니다.
다른 버젼도 동시에 만들고 있는데, 언젠가는 자동화 공장을 만들고 싶은게 바램입니다.
현재는 취미수준이지만요^-^

우선, 원하는 것을 마음껏 만들기 위해서 필요한 것이 바로 RP장비입니다.
RP장비를 이용해서 출력을 하고 작업을 한지는 꽤 오랜시간이 지났는데, 언제나 외주로 파트를 제작해 왔습니다.
그래서 급하게 제작하는 일이 발생할때 대응하기도 어렵고, 고가의 사용료를 지불해야하는 점이 큰 단점이었습니다.
저렴한 RP장비를 구할 수 있으면 참 좋겠다라고 생각하고 있었는데, 바로 그때 NP-Mendel이 제 눈에 띄었습니다.
메이커페어에서 직접 눈으로 보고, 그 다음 바로 워크샵 신청해서 업어왔습니다.

그런데 처음 사용할때 정말 좌절도 많이 하고 힘들었는데, 이제는 없어서는 안될 보물 1호가 된 것 같습니다.
최근에 회사에서 한 프로젝트에도 요긴하게 잘 사용하였구요.(공장장님, 그리고 스텔스님 감사해요~~)
정밀한 파트는 사용하기 어렵지만, 말그대로 프로토 타입을 위해서는 정말 최적인 것 같습니다.
그럼 본격적으로 이번 프로젝트를 소개하겠습니다.
사실 위에서 벌써 소개한 7축암인데요. ^-^;
회사에서 아래 이미지처럼 매일 사람 얼굴만 만드는게 제 일이라서, 로봇암을 만드는 것은 제게 쉽지는 않은 일이었습니다.
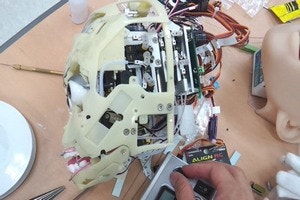
디자인, 설계, 전자, 프로그램까지 모두 포함이 되는 부분이라 혼자 진행할 수 있을까 하는 생각도 들었지만, 늘 만들고 싶었던 것이라 이번에 과감히 도전해 보았습니다.
그럼 하나 하나 소개하도록 하겠습니다.
참! 이번 작업을 하면서 제게 있어 새로운 도전이 하나 있었는데요.
바로 회로설계와 아트웍작업입니다.
아두이노 보드로 사용해서 모션을 만들고 구동시킬 예정이지만, 7축암을 만들기위해서는 추가로 필요한 보드들을 제작해야 하는 상황입니다. 그래서 결국 회로도를 만들고 PCB까지 뽑게 되었습니다.
주로 디자인을 주로하고 가끔씩 설계를 겸하고 있는 상황이라, 전자쪽은 정말 제게 어렵게 다가옵니다.
전공자가 보시면 너무나 간단한 작업이라 이렇게 글을 적기도 민망하지만, 미술만 공부하던 제게는 전자에 대한 개념을 이해하고 접근하는데까지, 생각보다 꽤 많은 노력이 필요하였습니다.
일단 사용할 프로그램은 회사동료중 한명이 사용하는 Altium이라는 툴을 사용하였습니다.
다른 많은 프로그램이 있지만, Altium이 3D로도 가장 완벽하게 표현해주었고, 다른 프로그램과 비교해본 결과 가장 제게 잘 맞아서 선택하게 되었습니다. 무엇보다 3D프로그램에 익숙해져 있어서 배우는데 있어서는 어려움은 없었지만, 전자에 대한 개념이 없어 툴을 습득하는 것 보다는, 기본적인 이론 부족 때분에 많이 힘들었던 것 같습니다.
그래도 배우면서 모르는 부분은 동료에게 물어보며 진행할 수 있어서 다행이었습니다. 뭔가를 배우는데 있어서 물어볼 수 있는 사람이 있다는 것은 참 기쁘고 고마운 일인 것 같습니다.
아래는 회로도입니다.
너무 간단한거라 회로도라고 하기도 뭐하네요.^-^;

그리고 이걸 3D로 보는 화면이구요.
처음 완성했을때 정말 뿌듯했습니다. >ㅂ<
그런데 지금 다시 보니 역시 어슬프게 보이는 것은 어쩔 수 없습니다.
제가 일하는 연구소에서 다른 사람들이 그리는 복잡한 회로도를 몇년동안 봐와서 그런 것 같습니다.
처음 PCB를 떠보았는데 주문할때 실수로 단면기판으로 해서 폰트가있는 부분이(실크스크린) 뒤로가게 제작 할 수 밖에 없는 상황이 되었습니다. 사용하는데는 문제없지만, 너무 없어 보여서 ^^; 다시 주문하였습니다.
뭐던지 처음은 항상 어렵네요.


(1차 주문 후 받은 단면기판 PCB)
Altium에서 제작한 파일을 3D파트로 Export 할 수가 있습니다.
그럼 제가 설계하는 Solidworks로 가져올 수가 있는데요. 이렇게 파일을 가져와서 설계하면 파일이 완성되었을때 설계오류를 줄일수있습니다.
Solidworks로 설계하면서 어느정도 모델링이 되면 대칭을 만들고 메이트 기능으로 움직일 수 있도록 설정합니다.
그리고 가장 중요한 간섭등을 확인하게 되는데요.
적당히 하고 나중에 출력해 보면 꼭 문제가 생기는 부분이라 확인하고 또 확인하는 것 만이 이후에 생길 일을 줄이는 방법인 것 같습니다.




그리고 간섭과 더불어 3D상에서는 모델링하기가 까다로워 그냥 넘어가기 쉬운 배선이 남아있습니다.
배선을 그리지 않고 조립과정에서 하다 보면 생각보다 공간이 안나오는 경우가 많아서 좌절을 하게 되는 경우가 허다합니다.
그래서 웬만하면 큰 흐름이라도 꼭 보기위해서 배선라인을 그려보고 마무리하고 있습니다.




가끔 꼭 필요한부분은 RP가 아닌 판금이나 알루미늄등을 가공해서 사용하고 싶었는데, 비용도 그렇고 그냥 프로토타입용으로 사용할거라 RP파일용으로 설계를 변경해 주었습니다.

(판금으로 제작하려다 RP로 제작하기 위해 설계 변경중인 파일)
이렇게 대부분은 RP로 출력해서 진행을 하지만 부득이하게 가공을 맡겨야 하는 경우도 생깁니다.
다음처럼 관절과 관절을 연결하는 핀들은 크기도 작고 힘도 많이 받는 부위라서 출력으로 해결이 안됩니다.
그래서 이런 부분은 어쩔수 없이 가공을 하였습니다.
하지만 견적을 최소한으로 줄이기 위해서 규격부품을 사용할 수 있도록 설계하였습니다.
총 6개 제작에 4만원 정도가 들어갔습니다.

아래 부분은 그리퍼가 대상을 잡을때 어떤 형상이 좋을지 모양을 여러가지 타입으로 바꿔보는 모습입니다.
최초 설계에서는 고무부분을 잡는 부위에 붙여주기로 하였는데, 고무타입으로 복제하기도 번거롭고 하여 최종 결과물은 그냥 RP출력으로 끝냈습니다.^^;;


파일을 다 제작하고 출력하려고 하면 파트가 너무 길어서 한번에 들어가지 않는 경우가 생기는데요.
아래 파트 하나가 너무 길어 두조각으로 나누고 보강파트를 제작해서 붙여주기도 하였습니다.
실제로 이번 작업을 하면서 사이즈가 조금 크다 보니 이렇게 하나의 파트를 두조각으로 나눠서 출력한 경우가 상당히 많았습니다.
한번에 제작이 가능하더라도 파트가 너무 크면, 출력시 수축도 그렇고 퀄리티가 떨어지는 경우가 일반적이라 두조각으로 나누는 것이 번거로워도 더 좋은 경우가 많습니다.

이렇게 전체적인 설계가 나왔네요.

처음에는 간단하게 만들려고 했는데, 만들어놓고 보니 파트들이 생각보다 많아졌네요.

설계는 완성이지만 작업의 끝은 아직 멀었습니다.
이제 수 많은 파트를 출력하고, 그리고 조립, 마지막으로 모션을 만들어 주는 일들이 남아있네요.
출력전에는 몰랐지만, 출력하다보니 생각보다 많은 일이라는 것을 알게 되었습니다.
파트 하나 하나를 지코드로 만드는데까지 소요되는 시간과 출력을 하고 기다리는 시간이 만만치 않기때문입니다.

(G-code를 만드는 과정)
베어링이 끼워넣을 파트를 처음 출력했는데요. 공차가 잘 맞는지, 수축율은 어떤지 알아보기 위해서 이 파트를 먼저 제작하였습니다.
이후에 파트를 제작할때 수축률을 고려하여 파트의 모양에 따라 최소 1.002~ 1.006으로 확대해서 출력합니다.
가장 많이 사용하는것은 1.006입니다.
금형설계도 원본 사이즈보다 살짝 크게(사용할 수지의 수축정도에 맞춰) 한 후에 상코어 하코어를 만들게 되는데요.
RP츨력 역시 이러한 부분을 고려해서 확대 출력합니다.
그런데 아직까지도 수축부분이 제일 어렵기도 합니다. 어느 정도가 정답인지도 확실히 모르겠구요.
재료에 따라서 달라지기도 하고, 파트 모양에 따라서도 다른 수축률을 보이니 참으로 어려운 부분이 아닐 수 없습니다.
어떤 파트는 1.006으로 하면 크게 나오는 경우도 있거든요.


어떻게 하면 잘 나올지 알아보기 위해서
눕혀서도 뽑아보고 세워서도 뽑아보았습니다.
아직 프린트를 사용하는 초보때 뽑은 것 들이라 이때는 엄청 고생했던 것같네요.^-^:;
아래와 같이 두께가 얼마 안되고 사이즈가 조금 큰 편에(수축 때문에 끝 부분이 들리는 정도) 속하는 파트는 세로로 뜨는 편입니다.


때로는 큰 파트를 한번에 바로 시도하다 이렇게 망하기도 합니다.


출력하는 파트중에 가장 큰 파트를 출력해보았는데요. 사이즈가 크다보니 바닥면 수축도 엄청 납니다. ^^;;
그리고 이 파트 하나 만드는데 꽤 많은 시간이 걸렸던 것 같습니다.
수축때문에 바닥이 자꾸만 들려서 높이를 조금 높여서 제작해 보기도 하였습니다.
이런 경우는 수축은 조금 덜하지만, 시간이 많이 소요되고 파트의 모양에 따라서 난이도 차이는 있겠지만 서포트를 제거하기가 조금 힘듭니다.

조금 큰 파트라도 수축이 크게 문제 되지 않는 파트라면 한번에 출력하기도 합니다.
아래의 파트는 볼트없이 자석으로 착탈이 가능하도록 하였습니다.
로봇작업시에도 케이스 제작에 자석을 많이 사용하는데요. 나중에 유지 보수에 상당히 편리해서 많이 이용하는 편입니다.
이 파트 외에 그리퍼 부분에도 자석이 사용되었습니다.


색상이 달라질 경우 재료를 갈아 끼우는 것이 조금 번거롭기는 하지만(특히 검정색 사용하다 아이보리 사용할때) 그래도 프린트가 한대라서 필요에 따라 바꿔가며 사용합니다.

(한번에 출력이 안되서 자른 파트의 일부분) (아슬 아슬하게 한번에 출력한 파트)

아직까지 제작할 파트가 한참 남았네요.
평소에는 늘 RP출력을 맡기고 받아오면 그만이었지만, 지금은 제가 직접 지코드까지 만들어서 장비를 돌려야 하기때문에 생각보다 시간을 많이 투자 해야합니다.
하지만 재료비가 거의 없다는 점에서 충분히 감수할수 있는 부분입니다.
다음 그림을 보면 비슷한 파트를 제작하는데도 잘 나오는 경우도 있고 그렇지 않은 경우도 있었습니다.
고가의 상용 RP도 관리가 잘 안되면, 가끔씩 중간 중간에 줄무늬로 튀는 상태로 출력되기도 합니다.


(출력상태 양호) (출력상태 불량 ^^;)


(같이 놓고 보면 출력상태가 확실히 비교가 되죠?) (이것도 출력상태 불량!)
출력을 하다 보면 아래와 같은 형태는 출력이 꽤 어렵습니다.
즉 밑면을 어쩔수 없이 둥근 면으로 둬야하는 경우인데요.
아래 출력물은 팬이 없는 상태로 출력한 모습입니다.
이후 팬을 추가하고 출력을 해보니, 완벽히 해결된 것은 아니지만, 이전보다 조금은 나은 곡률을 보였습니다.


(팬이 없는 상태로 출력한 경우 곡면의 형상을 유지하기가 조금 어렵습니다)

(팬이 없는 상태로 출력해 원기둥의 수축이 심하게 온 다른 예)
출력하다보면 헤쳐 나가야 할 부분들이 너무나 많지만,
다음처럼 조금 큰 파트를 제작하는데 생각보다. 깔끔하게 나올때면 기분이 참 좋습니다.


그래도 바닥면은 수축이 왔네요 = . = ;

위의 파트가 사실 단일 파트가 아니고 파트가 길어서 자른 파트의 일부분 입니다.
나머지 파트가 다음 사진에서 보이는 파트입니다.


(ARM케이스인데 너무 커서 반으로 자르고 출력한 한쪽 부분)
큰것들을 만들다가 이런 작은 것을 출력하면 정말 쉽습니다.
수축도 별로 안되고 실패할 확률도 거의 없죠.
출력을 걸어놓고 다른일 조금 하다가 돌아오면 출력이 완료되어 있습니다.

사이즈가 큰 출력물을 걸어놓고 함참일다가 돌아왔을때 완료가 되어있는 경우도 있지만, 다음과같이 출력 막바지에 돌아오는 경우도 있습니다. 99.몇프로 정도일때 말이죠!
이때 출력물을 바라보고 있으면 그저 흐뭇합니다.


(출력 완료 직전) (출력 완료!!!!)


(깔끔하게 나온 파트) (출력중 중간 중간 틔는 상태로 제작된 왼쪽 파트와 비교)
기타 이런 저런 파트들이 꽤 많은데 다 촬영하지는 못했습니다. ^^

.
.
.
.
.
그런데!!!
힘을 많이 받는 부위가 모션 테스트 도중에 부서져 버리기도 합니다. -.-;; 적층인데다가 갈라짐까지 생기는 경우가 발생해서 그런데요.


이럴때는 디자인변경이 필요합니다.
모양이 울둘불퉁 하더라도 강도를 위해서 두께를 줄 수 있는 부위는 다 보강하였습니다.
이렇게 해서 사용해 보니 아주 튼튼하네요. 조금 아쉽지만 이런 부분은 감수해야 할 것 같습니다.
적층으로 되어 있는 RP특성상 복제하지 않고 바로 사용 할 경우에는 강도가 약한편입니다.

(초기 디자인) (강도를 보강한 후의 디자인)
배선을 손보고 있는데 이 부분도 일이 참 많습니다.
일단 케이스를 다 분리하고 배선을 시작합니다.

수축튜브로 보기좋게 꼼꼼히 마무리하고, 배선이 너무 길면 줄이는 작업도 하였습니다.
케이스가 없으면 쉽게 마무리 할텐데, 케이스가 있어 배선이 너들 너들 하면 케이스가 장착이 안됩니다.
늘 그렇지만 배선을 신경쓰지 않으면 조립시 간섭이 꼭 생기게 됩니다.
저처럼 간단한 작업은 크게 상관없지만, 회사에서 만드는 로봇들은 배선이 너무 많아서 문제가 생겼을때 원인을 가장 찾기 어려운 부분이기도 합니다.

빵판에 꽂아놓은 케이블은 혹시 떨어질까 글루건으로 모두 붙여버렸습니다.
배선이 많아지다 보니 수리를 위해서 분리를 할때마다 핀이 하나씩 살짝 빠지는 현상들이 보여서요.

추가로 만든 PCB는 같은게 두개가 사용되었는데요.
하나는 첫번째 암에 붙이고, 나머지 하나는 돌려서 두번째 암에 장착하게 했습니다.
축이 7개지만 모터는 8개입니다.(그리퍼 부분에 대칭으로해서 두개)

딸까지 가세해서 우여곡절 끝에 이렇게 완성이 되었네요.
(제 책상 옆으로 지나가기만 하면, 툴하나 잡고 열심히 돌립니다. 사실 지금 돌리는 부위는 렌치볼트가 있는 부위인데, 십자 드라이버로 열심히 돌리고 있네요ㅋㅋ)

RP로 출력한상태로 따로 마감을 하지는 않아서 재질에서 오는 만족감은 없지만, 프로토타입으로 사용하기에는 이정도로도 제게는 훌륭합니다.
RP출력에 들어간 재료값만 따지면 5만원 정도가 될 것 같습니다. ^^; 테스트 하면서 소비한 재료까지 합쳐서요.
검정색이 한통 들어갔네요. 나머지는 노란색 조금 들어갔구요.

위에서 만들었던 작은 PCB샘플 주문에만 6만원이 조금 넘었고 그것도 주문 실패로 두번을 떳으니, 정말 저렴하게 출력한 셈입니다.
좋은 재료를 저렴하게 공급해 주시는 "잘남남자"님께도 항상 감사드립니다. ^-^;
원하는 암이 완성되었으니, 이제 모션을 만들어서 움직여 볼 차례입니다.
모션은 아두이노 스케치에서 만들었습니다.

모션이란게 손을 가는만큼 좋아지는데, 저는 아래 수준에서 일단 완료하였습니다.
속도 가감속이 안되고, 백러쉬도 겹치다 보니 모션이 많이 떨리네요.
글을 올리고 나서 다시 보니까 상당히 민망해지네요.
하지만 완성을 했다는 것에 의미를 두고싶습니다.^-^;
작업한걸 언제 한번 정리해봐야지 하다가 미루고 있었는데, 이렇게 정리하는 계기가 되었네요.
RP출력이 처음이신 분들께서는 조금이나마 도움이 되었으면 좋겠습니다.
프린팅 콘테스트 나간다고 오랜만에 엄청 열심히 사진 정리했는데, 코엑스에서 보시면 스티커 한장 부탁해요~~>ㅂ<;
'Project > Example Cases' 카테고리의 다른 글
| 숭실대 글로벌미디어학부 작품 (0) | 2013.09.21 |
|---|---|
| 자동 창문 여닫기 (0) | 2013.09.21 |
| Open Creators의 프린팅 예제들 (0) | 2013.09.20 |
| 몇가지 소품들 (0) | 2013.09.20 |
| 팬틸트 카메라 (0) | 2013.09.17 |

